


 Language
Language Chinese
Chinese English
English

Long-standing History and Sustainable Development
HEXING's production of acetylene carbon black, characterized by its high efficiency and environmentally friendly properties, has emerged as a crucial material in promoting sustainability.


Start at 1967, we have been leaders in the production of conductive acetylene black


We are dedicated to provide products with superior quality and performance


We help to prompt the world’s energy transition and care for our employee‘s benefits.
Experienced Fields

Renewable Energy Field

Specialized Fields
Other Fields




As qualified provider, HEXING has extensive experience international companies

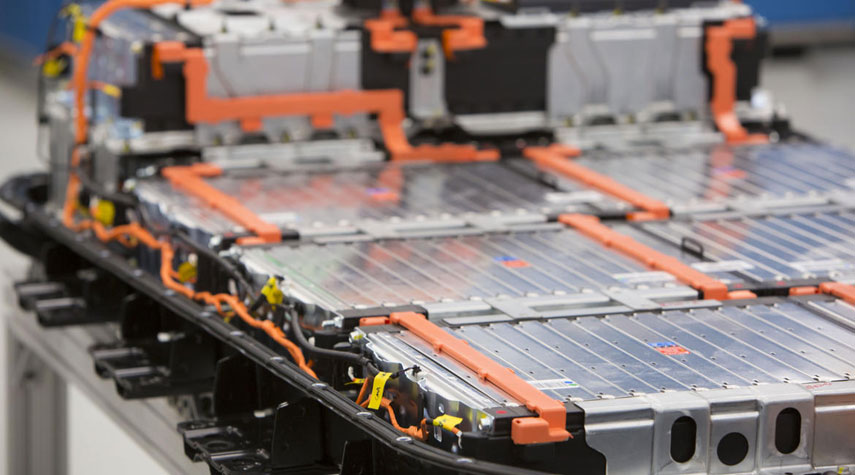
As a leading enterprise in conductive acetylene, we maintain close ties with top-tier battery companies and serve as a reliable supplier.
We produce ultra-high purity acetylene black, as well as carbon black with adjustable surface area.

With adjustable structure, our AB has applications in metallurgy, medical, and nanomaterial fields as well.

HEXING's production of acetylene carbon black, characterized by its high efficiency and environmentally friendly properties, has emerged as a crucial material in promoting sustainability.
Founded in 1964, our company began producing acetylene-based conductive carbon black in 1967. With an annual capacity of 50,000 tons, we lead in drafting China's national standards and boast significant experience and R&D capabilities in large-scale production of high-performance conductive carbon black.
|
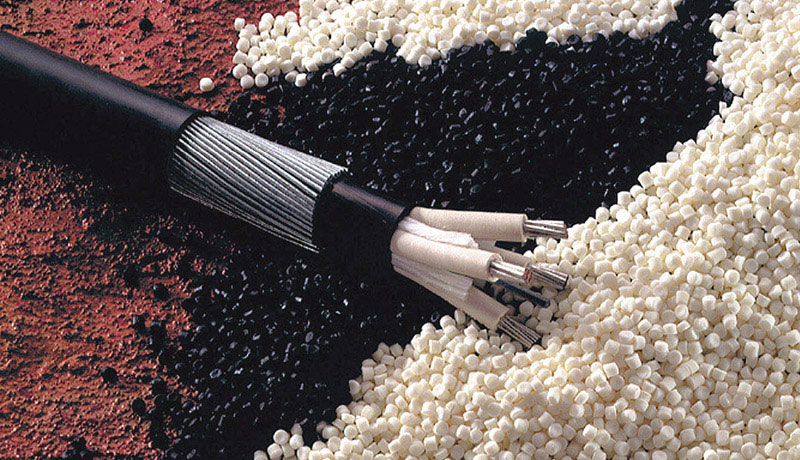
Conductive carbon black requirements for cable shielding.
Requirements for conductive carbon black used in shielding materials for cables, both internally and externally, include low electrical resistivity, high dispersibility, small particle size, large and rough specific surface area, high structure, and clean surface (low compound content).

What is the difference in conductivity between superconducting carbon black and highly conductive carbon black
The difference in conductivity between superconducting carbon black and highly conductive carbon black is not significant, mainly due to differences in application fields. Superconducting carbon black is commonly used in plastics, while highly conductive carbon black is commonly used in rubber.

Industrial carbon black is an indispensable chemical raw material in industry
Industrial carbon black is an indispensable chemical raw material in industry. Its dyeing and reinforcement properties make it a modification additive for most plastic and rubber products, with tire usage accounting for more than 70% of the total.

Follow us
Copyright © 2024 Jiaozuo Hexing Chemical Industry Co., Ltd. All rights reserved
Disclaimer: All content published on this website, including but not limited to text, images, charts, logos, and symbols, unless specifically indicated otherwise, is sourced from the internet or other public platforms. The copyright belongs to the original author or original source. We strive to ensure the accuracy and completeness of the information, but do not guarantee its absolute correctness or timeliness. We are committed to protecting the copyright of the original authors. If there are any copyright issues, please contact us promptly for resolution.